The Manufacturing Process of 5754 Automotive AluminiumAlloy
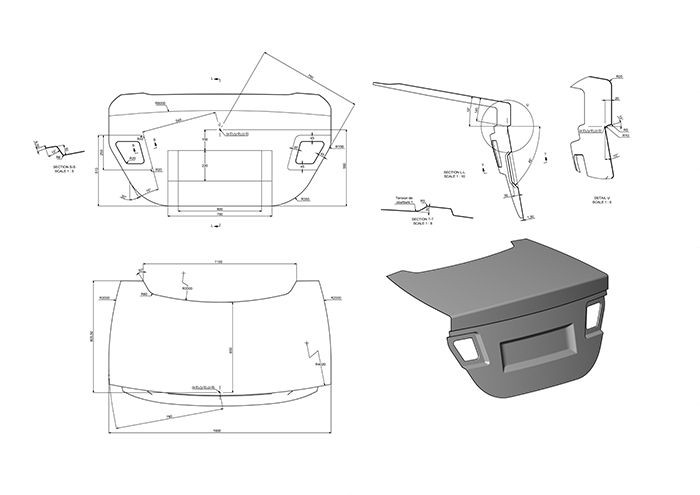
With the rapid development of automobiles, it puts forward high requirements for the material and performance. The lightweight of automobiles has become the current development trend of automobile materials. 5754 alloy has medium strength, good welding performance, and excellent processing and forming performance, which is widely used for the door panel, hood panel and trunk lid.
There is a comparison of two processing routes of 5754 aluminum sheet. One is: melting casting-sawing milling-soaking-hot rolling-cold rolling-annealing; the other is melting casting-sawing milling-soaking-hot rolling- cold rolling-intermediate annealing-cold rolling-annealing.

The hot rolling is completed y the "1 + 4" hot rolling production line, and the thickness of the hot rolled aluminum coil 6.0 mm. According to the two process routes, continuous cold rolling and cold rolling are used respectively after intermediate annealing (reserving 40% to 50% processing rate) to get AW 5754 aluminum with a final thickness of 1.0 mm.
By the first processing route, 5754 alloy has higher strength and lower plasticity. In the second process, intermediate annealing is used to interrupt the work hardening. The grain size is larger and it has relatively high plasticity.
Through the comparison, we can get the following conclusion:
1. With approtiate processing rate, its distortion energy is low, the reduction of plasticity is reduced, the plastic deformation is uniform, and the elongation is significantly improved.
2. As the annealing temperature increases, the tensile strength and yield strength of the two finished plates decrease, and the elongation and deep drawing performance increase. After the annealing temperature is increased to 350°C for 4 hours, the performance reaches the deep drawing requirements.
3. Intermediate annealing can interrupt the work hardening and improve the plasticity of the material. Aw 5754 aluminum got by the second processing route is more in line with the deep drawing processing requirements.
Original Source:https://www.autoaluminumsheet.com/a/the-manufacturing-process-of-5754-automotive-aluminiumalloy.html
Tags: automotive aluminum ,
Prev:5754 h111 Aluminum Alloy for Car Body
Next:5454 Aluminum Sheet for Car Wheels