6016 T6 Aluminum
6016 aluminum sheets are often used for vehicle outer panels and many people wonder what the T6 temper really implies for formability, strength, and paint bake behavior. This article clears up common questions using generally accepted aluminum alloy and temper definitions from standards bodies such as Aluminum Association and EN practices, while keeping the focus on practical purchasing and processing decisions.

What 6016 is, and why it is used
6016 is a 6xxx series aluminum alloy primarily alloyed with magnesium and silicon. Like other Al Mg Si alloys, it is valued for a balance of moderate strength, good corrosion resistance, and the ability to be processed into thin gauge flat rolled products for high surface quality applications.
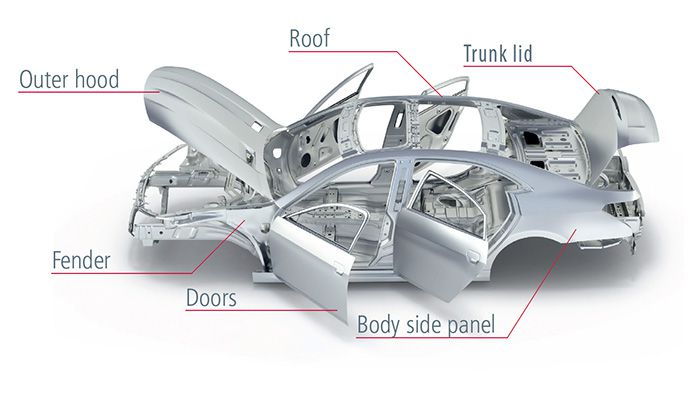
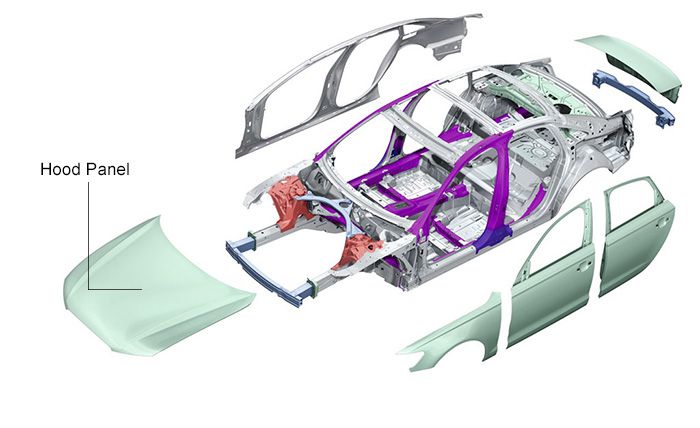
In automotive, 6016 is widely specified for outer body panels because it can be supplied in tempers optimized for stamping, then gain strength through paint bake cycles. That combination helps reduce vehicle mass without sacrificing dent resistance.
If your sourcing scope includes multiple Al Mg Si grades, it is helpful to view 6016 in the context of the broader 6xxx alloy family, where temper selection often matters as much as the base chemistry.
Understanding T6, and why it can be confusing on 6016
"T6" is a temper designation defined in aluminum temper standards, meaning solution heat treated and then artificially aged to a relatively high strength condition. In many 6xxx alloys, T6 improves yield and tensile strength compared with softer tempers, but it typically reduces formability.
Where confusion arises is that automotive outer panels are often purchased in softer conditions intended for forming, with strength developing later during paint bake. Some buyers will still see "T6" used in documentation or downstream requirements, so it is important to align on:
The temper at shipment vs. the temper after downstream heat exposure.
Whether the part relies on paint bake hardening rather than a full T6 at delivery.
The test condition stated on certificates, including any aging schedule.
For purchasing, the safest approach is to specify the required temper at delivery, the mechanical property targets, and any simulated paint bake testing method if relevant.

Typical properties and performance expectations
Actual values depend on thickness, processing route, and the agreed standard, so purchasers should treat the table below as directional rather than as a substitute for mill certification. Always confirm requirements on the material test report for the ordered temper and gauge.
| Topic | What to expect with 6016 in higher strength tempers such as T6 | Why it matters in purchasing |
|---|---|---|
| Strength | Higher yield and tensile vs. formable tempers | Impacts dent resistance targets and design allowables |
| Formability | Reduced stretch formability and tighter bend radii may be harder | Affects stamping scrap rate and tool tuning |
| Surface quality | Good potential for Class A surfaces when supplied and handled correctly | Influences rejection rate after painting |
| Corrosion behavior | Generally good atmospheric corrosion resistance | Supports exterior panel durability |
| Weldability | Generally weldable for 6xxx, but strength reduction can occur in heat affected zones | Impacts joining strategy and post weld performance |
Processing notes for bulk orders
For high volume stamping programs, the commercial risk is often less about the alloy name and more about consistency across coils and lots. Consider the points below when negotiating specs.
Forming and springback
Higher strength tempers tend to increase springback. If a drawing is sensitive, align early on whether the material is intended for forming in a softer condition. If the program truly requires a higher strength delivery temper, plan for tool compensation and more stringent incoming checks on mechanical properties.
Joining and heat exposure
Resistance spot welding, riveting, and structural adhesives are common in body structures. Welding can locally over age or soften 6xxx alloys in the heat affected zone. If weld strength is critical, define performance tests on welded coupons and clarify whether post weld aging or paint bake is part of the validation.
Surface protection during logistics
Thin gauge aluminum is vulnerable to transit marks and moisture staining. For container and warehouse handling, specify:
Interleaf or surface protective film requirements.
Max coil weight and ID OD limits for your decoiler.
Packaging type, desiccant use, and humidity controls.

What to specify on the purchase order
To reduce claim risk, include objective, testable requirements rather than only naming the alloy and temper.
| PO line item | Recommended detail to include | Common mistake to avoid |
|---|---|---|
| Alloy and temper | 6016 with the exact delivery temper, plus any downstream simulated bake test condition if required | Assuming "T6" means the same test condition across suppliers |
| Thickness and tolerance | Nominal gauge, thickness tolerance, and measurement method | Omitting tolerance, then disputing variation later |
| Mechanical properties | Minimum yield, tensile, elongation, and test direction if relevant | Using generic values not tied to a standard |
| Surface standard | One side or two side cosmetic requirement, allowable defects, roughness targets if needed | Not defining which side is Class A |
| Flatness and shape | Camber, waviness, coil set, and leveling expectations | Waiting to discover shape issues at the press |
| Certification | Standard, heat lot traceability, and test report requirements | Accepting mixed lots without traceability |
For automotive focused sourcing, the product page for 6016 Aluminium Alloy for Car Body can be a useful reference point when aligning supply capability with panel applications.
FAQs that cause the most sourcing delays
Is T6 always the best choice for body panels
Not necessarily. Many outer panel programs prioritize formability at stamping and rely on paint bake hardening for final strength. If the part geometry is demanding, a softer delivery condition may outperform a high strength delivery temper in total cost due to lower scrap.
Can different mills deliver different results with the same alloy and temper
Yes. Rolling practice, solution treatment control, aging parameters, and gauge all influence properties and consistency. This is why defining test methods, acceptance ranges, and lot to lot controls is critical for high volume supply.
What incoming inspection should we run
Common checks include thickness mapping, tensile testing per the agreed standard, surface inspection under defined lighting, and basic shape metrics. For cosmetic panels, add handling and packaging audits because many surface defects originate in logistics rather than melting.
How do we reduce risk when qualifying a new source
Ask for trial lots that represent production coil weights and widths, require full traceability, and run press trials that include your real lubrication, blanking, and paint bake schedule. A lab coupon alone may not predict shop floor behavior.
Original Source:https://www.autoaluminumsheet.com/a/6016-t6-aluminum.html
Tags: 6016 aluminum temper , automotive aluminum panels ,
Prev:What Are Alloys of Car Body Aluminum Sheets
Next:6016 T4 Aluminum